 |
ULTRAPIPE - установка ультразвукового контроля труб большого диаметра
Автоматизированные установки контроля сварных труб серии ULTRAPIPE применяются для ультразвукового контроля сварных соединений, концевых участков и основного металла спиральношовных и прямошовных труб большого диаметра после проведения гидроиспытаний в технологическом потоке трубоэлектросварочного производства.
Автоматизированная система неразрушающего контроля позволяет выполнять:
обнаружение продольных и поперечных дефектов в пределах шва и зоны термического влияния сварного соединения (околошовной зоны);
выявление дефектов основного металла труб;
выявление расслоений на концах труб.
Артикул:
Поставщик:
ЗАО "Ультракрафт"Описание
Особенности оборудования
Конструкция установки включает в себя механическое оборудование, обеспечивающее перемещение труб большого диаметра в зоне контроля; пневматические и гидравлические системы, обеспечивающие позиционирование блоков акустических преобразователей; оборудование автоматики, электронную аппаратуру, управляющий вычислительный комплекс.
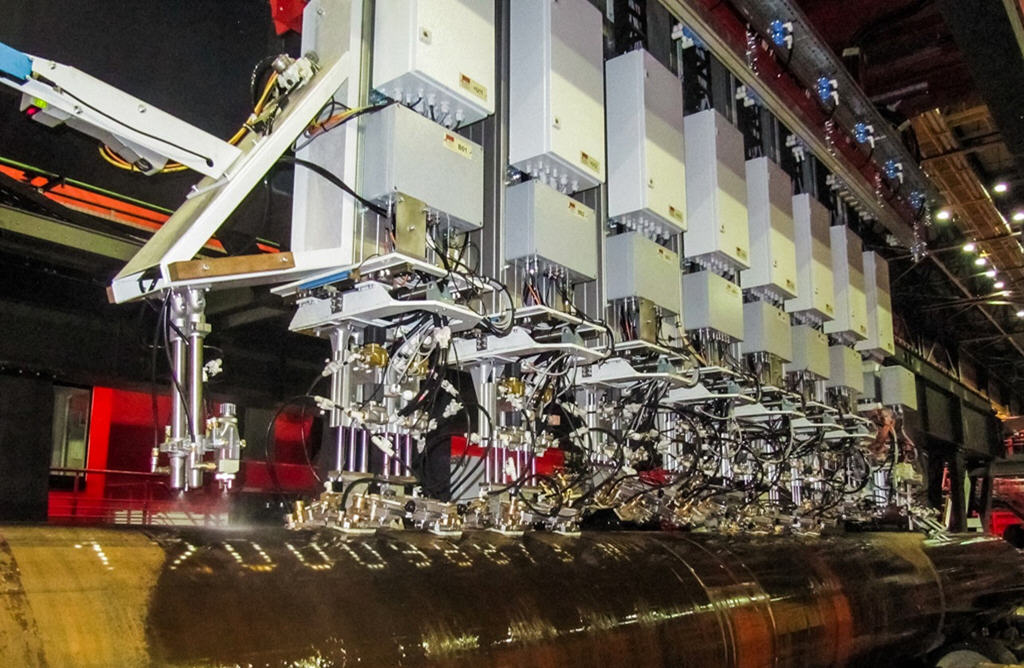
Установка неразрушающего контроля труб большого диаметра ULTRAPIPE
В установках серии ULTRAPIPE реализована группа методов непрерывного ультразвукового контроля электросварных труб большого диаметра из низкоуглеродистых и низколегированных сталей. Принцип действия основан на использовании методов ультразвуковой дефектоскопии, включающих прохождение, отражение и трансформацию ультразвуковых колебаний в металлах.
Непрерывное сканирование трубы осуществляется с помощью пьезоэлектрических (ПЭП, ПФР) или электромагнитно-акустических преобразователей (ЭМАП), причем ультразвуковой контроль может выполняться как с помощью обычных пьезоэлектрических преобразователей, так и с применением фазированных решеток (Phase Array).
Фазированная решетка обеспечивает в режиме реального времени сканирование сечения сварного шва под различными углами. Это позволяет регистрировать неблагоприятно ориентированные опасные дефекты в сварном шве.
Все блоки контроля размещаются на подвижном модуле (платформе), обеспечивающем их перемещение вдоль вращающейся трубы при её сканировании.
Автоматическая система позволяет выполнять калибровку оборудования в потоке, с автоматической загрузкой и выгрузкой стандартного образца.
Функциональный состав системы:
Система контроля сварного шва;
Система контроля основного металла;
Система контроля концевых участков на наличие расслоений, радиальных дефектов на ширину зоны сканирования до 300 мм;
Дополнительные схемы прозвучивания, регламентируемые специальными требованиями, а именно: контроль поперечных дефектов в околошовной зоне, On-bead, TOFD.
На каждую дефектную трубу распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения трубы отмечаются краской.
Конструкция установки включает в себя механическое оборудование, обеспечивающее перемещение труб большого диаметра в зоне контроля; пневматические и гидравлические системы, обеспечивающие позиционирование блоков акустических преобразователей; оборудование автоматики, электронную аппаратуру, управляющий вычислительный комплекс.
Установка неразрушающего контроля труб большого диаметра ULTRAPIPE
В установках серии ULTRAPIPE реализована группа методов непрерывного ультразвукового контроля электросварных труб большого диаметра из низкоуглеродистых и низколегированных сталей. Принцип действия основан на использовании методов ультразвуковой дефектоскопии, включающих прохождение, отражение и трансформацию ультразвуковых колебаний в металлах.
Непрерывное сканирование трубы осуществляется с помощью пьезоэлектрических (ПЭП, ПФР) или электромагнитно-акустических преобразователей (ЭМАП), причем ультразвуковой контроль может выполняться как с помощью обычных пьезоэлектрических преобразователей, так и с применением фазированных решеток (Phase Array).
Фазированная решетка обеспечивает в режиме реального времени сканирование сечения сварного шва под различными углами. Это позволяет регистрировать неблагоприятно ориентированные опасные дефекты в сварном шве.
Все блоки контроля размещаются на подвижном модуле (платформе), обеспечивающем их перемещение вдоль вращающейся трубы при её сканировании.
Автоматическая система позволяет выполнять калибровку оборудования в потоке, с автоматической загрузкой и выгрузкой стандартного образца.
Функциональный состав системы:
Система контроля сварного шва;
Система контроля основного металла;
Система контроля концевых участков на наличие расслоений, радиальных дефектов на ширину зоны сканирования до 300 мм;
Дополнительные схемы прозвучивания, регламентируемые специальными требованиями, а именно: контроль поперечных дефектов в околошовной зоне, On-bead, TOFD.
На каждую дефектную трубу распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения трубы отмечаются краской.